
ГОСТ 21646-76
(СТ СЭВ 2035-89)
(Измененная редакция, Изм. N 7)
Группа В64
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ МЕДНЫЕ И ЛАТУННЫЕ
ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ
Технические условия
Brass copper and
tubes for heat-exchange apparatus.
Specifications
Название. (Измененная редакция, Изм. N 7)
ОКП 18 4550
Дата введения 1977-01-01
в части контроля аммиачным способом 1978-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 25 марта 1976 г. N 684
СРОК ДЕЙСТВИЯ ПРОДЛЕН постановлением Госстандарта от 16.12.85 N 4009 до 01.01.92*
_______________
* Ограничение срока действия снято с 01.01.92 постановлением Госстандарта СССР N 1196 от 03.07.91. (ИУС N 10, 1991 г.). Примечание
ВЗАМЕН ГОСТ 494-69 в части конденсаторных труб
ПЕРЕИЗДАНИЕ (май 1986 г.) с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1977 г., январе 1981 г., августе 1982 г. и декабре 1985 г. (ИУС 2-78, 3-81, 11-82, 4-86).
ВНЕСЕНО Изменение N 5, Изменение N 6 и Изменение N 7, утвержденные и введенные в действие постановлениями Государственного комитета СССР по стандартам от 07.04.87 N 1177 с 01.07.87, от 29.09.88 N 3321 с 01.05.89, от 13.12.90 N 3124 с 01.01.92 и опубликованные ИУС N 7, 1987 г., ИУС N 1, 1989 г., ИУС N 3, 1991 г.
Изменения N 5, 6, 7 внесены юридическим бюро по тексту ИУС N 7, 1987 г., ИУС N 1, 1989 г., ИУС N 3, 1991 г.
Настоящий стандарт распространяется на круглые, тянутые и холоднокатаные, медные и латунные трубы, применяемые для теплообменных аппаратов.
Стандарт соответствует СТ СЭВ 2035-89 в части медных труб и труб из медно-цинковых сплавов. Требования стандарта в части размеров труб обязательны.
(Измененная редакция, Изм. N 6, 7).
1. СОРТАМЕНТ
1.1. Размеры труб должны соответствовать указанным в табл.1.
Таблица 1
|
Наружный диаметр, мм |
Предельные отклонения по диаметру труб, мм точности изготовления |
Теоретическая масса 1 м труб, кг, при толщине стенки, мм |
||||||
|
нормальной точности |
повышенной точности |
0,8± |
1,0± |
1,5± |
2,0± |
2,5± |
3,0± |
|
|
10 |
|
|
0,198 |
0,243 |
- |
- |
- |
- |
|
11 |
|
|
- |
0,270 |
- |
- |
- |
- |
|
12 |
|
|
0,242 |
0,297 |
0,425 |
- |
- |
- |
|
13 |
|
|
0,264 |
0,324 |
0,465 |
- |
- |
- |
|
14 |
-0,20 |
-0,18 |
0,285 |
0,351 |
0,506 |
- |
- |
- |
|
15 |
|
|
0,307 |
0,378 |
0,546 |
- |
- |
- |
|
16 |
|
|
0,329 |
0,405 |
0,588 |
0,755 |
- |
- |
|
17 |
|
|
0,346 |
0,432 |
0,628 |
0,810 |
- |
- |
|
18 |
|
|
0,371 |
0,459 |
0,669 |
0,864 |
- |
- |
|
19 |
|
|
0,398 |
0,486 |
0,709 |
0,918 |
- |
- |
|
20 |
|
|
0,415 |
0,513 |
0,750 |
0,972 |
- |
- |
|
21 |
|
|
- |
0,546 |
- |
- |
- |
- |
|
22 |
|
0,458 |
0,567 |
0,831 |
1,081 |
- |
- |
|
|
23 |
|
|
0,480 |
0,594 |
0,871 |
1,135 |
- |
- |
|
24 |
-0,24 |
-0,20 |
0,502 |
0,621 |
0,912 |
1,188 |
1,452 |
1,701 |
|
25 |
|
|
0,523 |
0,648 |
0,952 |
1,242 |
1,519 |
1,782 |
|
26 |
|
|
- |
0,675 |
0,995 |
1,296 |
1,586 |
1,864 |
|
28 |
|
|
- |
0,729 |
1,073 |
1,404 |
1,797 |
2,026 |
|
29 |
|
|
- |
0,756 |
1,127 |
- |
- |
|
|
30 |
|
|
- |
0,783 |
1,154 |
1,512 |
1,857 |
2,187 |
|
32 |
|
|
- |
0,837 |
1,235 |
1,316 |
1,993 |
2,350 |
|
33 |
|
|
- |
- |
1,291 |
- |
- |
- |
|
35 |
|
|
- |
0,918 |
1,357 |
1,782 |
2,195 |
2,592 |
|
36 |
-0,30 |
-0,25 |
- |
0,946 |
1,398 |
1,837 |
2,262 |
2,673 |
|
38 |
|
- |
1,000 |
1,478 |
1,945 |
2,397 |
2,835 |
|
|
40 |
|
|
- |
1,053 |
1,560 |
2,052 |
2,531 |
2,999 |
|
45 |
|
|
- |
- |
- |
2,322 |
2,870 |
3,403 |
|
50 |
|
|
- |
- |
- |
2,592 |
3,206 |
3,807 |
(Измененная редакция, Изм. N 6).
Примечания:
1. Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. Плотность металла принята равной 8,6 г/см![]() , что соответствует плотности латуни марок Л68, ЛМш68-0,05, ЛА77-2, ЛАМш77-2-0,05.
, что соответствует плотности латуни марок Л68, ЛМш68-0,05, ЛА77-2, ЛАМш77-2-0,05.
2. Поправочный коэффициент на теоретическую массу латуни марок ЛО70-1 и ЛОМш70-1-0,05 - 1,009, меди марок М1р и М2р - 1,035.
3. По требованию потребителя латунные трубы повышенной точности диаметром от 32 до 35 мм включительно должны изготовлять с предельным отклонением по диаметру минус 0,20 мм.
4. По требованию потребителя латунные трубы повышенной точности должны изготовлять с предельными отклонениями по толщине стенки:
±0,06 мм - для толщины стенки 0,8 мм,
±0,09 мм - для толщины стенки 1,0 мм,
±0,13 мм - для толщины стенки 1,5 и 2,0 мм,
±0,17 мм - для толщины стенки 2,5 и 3,0 мм.
(Измененная редакция, Изм. N 3, 4, 7).
1.2. Трубы изготовляют мерной и кратной мерной длины от 1,5 до 12 м с интервалом 50 мм.
(Измененная редакция, Изм. N 4).
1.3. Предельные отклонения по длине мерных труб должны соответствовать указанным в табл.2.
Таблица 2
|
Длина труб, м |
Предельные отклонения, мм |
|
|
До 2 |
+6 |
|
|
Св. 2 до 8 |
+8 |
|
|
" 8 |
+10 |
|
Предельные отклонения по длине мерных труб повышенной точности изготовления по длине должны соответствовать требованиям, указанным в табл.2а.
(Измененная редакция, Изм. N 6).
Таблица 2а
|
Длина труб, м |
Предельные отклонения, мм |
|
До 8 |
+4 |
|
Св. 8 |
+10 |
(Измененная редакция, Изм. N 1).
1.4. Трубы кратной длины изготовляют с припуском 5 мм на каждый рез и с предельными отклонениями на общую длину, установленными для труб мерной длины.
(Измененная редакция, Изм. N 7)
Примеры условных обозначений труб
Условные обозначения проставляются по схеме
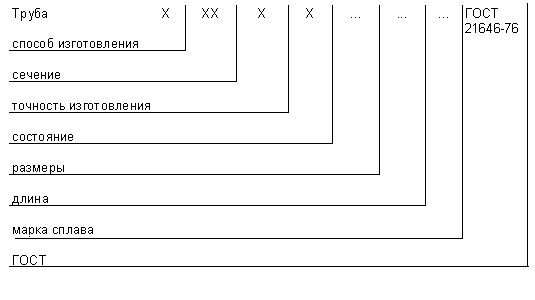
при следующих сокращениях:
холоднокатаная и тянутая - Д,
круглая - КР,
полутвердая - П,
мягкая - М,
кратной длины - КД,
нормальной точности изготовления - Н,
повышенной точности изготовления - П,
мерной длины - МД,
твердая - Т.
Знак Х ставится вместо отсутствующих данных.
Пример условного обозначения трубы тянутой, холоднокатаной, круглой, повышенной точности изготовления, мягкой, наружным диаметром 15 мм, с толщиной стенки 1 мм, мерной длины 2050 из сплава марки Л68.
Труба ДКРПМ 15Х1Х2050 МД Л68 ГОСТ 21646-76.
(Измененная редакция, Изм. N 2, 4, 7).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изм. N 3).
2.1. Трубы изготовляют из меди марок М1р и М2р по ГОСТ 859-78, из латуни марок Л70, Л68, ЛО70-1, ЛА77-2, ЛМш68-0,05, ЛАМш77-2-0,05 и ЛОМш70-1-0,05 по ГОСТ 15527-70.
По требованию потребителя трубы из сплава марки Л70 изготовляют с содержанием мышьяка от 0,02 до 0,05%.
(Измененная редакция, Изм. N 3, 7).
2.2. Трубы, в зависимости от марок сплавов, изготовляют в мягком и полутвердом, твердом состоянии в соответствии с табл.3.
Трубы из латуни марок ЛОМш70-1-0,05 и ЛАМш77-2-0,05 в полутвердом состоянии изготовляют для аппаратов воздушного охлаждения.
(Измененная редакция, Изм. N 4, 7).
2.3. Наружная и внутренняя поверхности труб должны быть без загрязнений, затрудняющих осмотр.
На поверхности труб не допускаются трещины. Допускаются другие поверхностные дефекты, если они не выводят трубы при контрольной зачистке за предельные отклонения по размерам, а также кольцеватость, следы правки, цвета побежалости, местные потемнения и пятна, появляющиеся на поверхности труб вследствие конденсации и высыхания влаги.
(Измененная редакция, Изм. N 2, 7).
2.За. Не допускаются внутренние дефекты в виде раковин, расслоений, неметаллических включений и трещин.
(Введен дополнительно, Изм. N 3).
2.4. Косина реза не должна превышать 2 мм. Допускаются незначительные заусенцы.
Косина реза труб повышенной точности по косине реза не должна превышать 1,5 мм.
(Измененная редакция, Изм. N 1, 6).
2.5. Овальность и разностенность не должны выводить размеры труб за предельные отклонения по наружному диаметру и толщине стенки.
Для труб с толщиной стенки менее 0,03 наружного диаметра овальность устанавливается соглашением между изготовителем и потребителем.
Овальность медных труб не регламентируется.
(Измененная редакция, Изм. N 7).
2.6. Кривизна труб не должна превышать 5 мм на 1 м длины.
Общая кривизна труб не должна превышать произведения кривизны на 1 м на длину трубы в метрах.
Кривизна труб повышенной точности по кривизне не должна превышать 3 мм на 1 м длины.
(Измененная редакция, Изм. N 1, 6).
2.7. Механические свойства труб должны соответствовать указанным в табл.3.
Таблица 3
|
|
|
|
|
|
|
|
не менее |
|
|
М1р и М2р |
Мягкое |
200 (20) |
35 |
|
Полутвердое |
240 (25) |
12 |
|
|
Твердое |
290 (30) |
3 |
|
|
Л70 |
Полутвердое |
340 (35) |
35 |
|
Л68 |
Полутвердое |
340 (35) |
35 |
|
|
Мягкое |
290 (30) |
40 |
|
ЛМш68-0,05 |
Мягкое |
290 (30) |
40 |
|
ЛО70-1 |
Полутвердое |
360 (37) |
40 |
|
|
Мягкое |
320 (33) |
45 |
|
ЛОМш70-1-0,05 |
Мягкое |
320 (33) |
45 |
|
|
Полутвердое |
370 (38) |
40 |
|
ЛА77-2 |
Полутвердое |
370 (38) |
40 |
|
|
Мягкое |
320 (33) |
45 |
|
ЛАМш77-2-0,05 |
Мягкое |
320 (33) |
42 |
|
|
Полутвердое |
370 (38) |
40 |
Примечания:
1. (Исключен, Изм. N 7).
2. Значения условного предела текучести и твердости являются справочными и приведены в справочном приложении 3.
По требованию потребителя трубы из латуни марки Л68 повышенной пластичности изготовляют со следующими нормами механических свойств.
Для полутвердого состояния:
|
временное сопротивление |
340 (35) Мпа (кгс/мм |
|||
|
относительное удлинение после разрыва |
40% |
|||
|
Для мягкого состояния: |
||||
|
временное сопротивление |
290 (30) Мпа (кгс/мм |
|||
|
относительное удлинение после разрыва |
45% |
|||
По требованию потребителя трубы полутвердого состояния из латуни марок ЛА 77-2 и ЛАМш 77-2-0,05 повышенной прочности изготовляют с нормами механических свойств:
временное сопротивление ![]() , не менее 390 (40) МПа (кгс/мм
, не менее 390 (40) МПа (кгс/мм![]() ).
).
относительное удлинение после разрыва ![]() , не менее 40 %.
, не менее 40 %.
(Измененная редакция, Изм. N 3, 4, 7).
2.8. Трубы должны быть герметичными и выдерживать испытание гидравлическим давлением 4,9 МПа (50 кгс/см![]() ) в течение 10 с.
) в течение 10 с.
2.9. Трубы должны выдерживать испытание на сплющивание до расстояния между сплющивающимися плоскостями, равного толщине стенки, без образования трещин и надрывов.
Твердые и полутвердые медные трубы должны выдерживать испытание на сплющивание в холодном состоянии после отжига.
(Измененная редакция, Изм. N 7).
2.10. Трубы должны выдерживать раздачу без образования трещин и надрывов при увеличении наружного диаметра трубы на 20%.
Трубы по требованию потребителя должны выдерживать раздачу без образования трещин и надрывов при увеличении наружного диаметра на 25%.
Твердые и полутвердые медные трубы должны выдерживать испытание на раздачу в холодном состоянии после отжига.
(Измененная редакция, Изм. N 1, 6, 7).
2.11. Трубы латунные не должны иметь остаточных растягивающих напряжений.
(Измененная редакция, Изм. N 7)
2.12. Средний размер зерна материала латунных труб в мягком состоянии по требованию потребителя должен быть от 0,01 до 0,05 мм.
По требованию потребителя для латунных труб в мягком состоянии повышенной точности изготовления средний размер зерна материала труб должен быть от 0,02 до 0,05 мм.
(Измененная редакция, Изм. N 4, 6, 7).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного размера и одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение труб;
номер партии;
массу нетто партии;
результаты испытаний (по требованию потребителя).
Масса партии должна быть не более 5000 кг. Все трубы партии должны пройти термическую обработку в одинаковых условиях.
(Измененная редакция, Изм. N 3).
3.2. Контролю наружной поверхности подвергают каждую трубу партии.
3.3. Контролю внутренней поверхности подвергают пять труб от каждых полных и неполных 2000 кг массы партии.
3.4. Для контроля размеров и формы труб диаметром свыше 12 мм отбирают 20% труб от партии. Для контроля размеров и формы труб диаметром до 12 мм отбирают пять труб от каждых полных и неполных 2000 кг массы партии.
3.3, 3.4. (Измененная редакция, Изм. N 3).
3.5. Для испытания на растяжение, раздачу, сплющивание, определения остаточных растягивающих напряжений, определения среднего размера зерна и контроля химического состава отбирают две трубы от каждых полных и неполных 2000 кг массы партии.
По требованию потребителя каждая труба из латуни марок ЛО70-1 и ЛОМш70-1-0,05 должна быть подвергнута испытанию на сплющивание.
На предприятии-изготовителе отбор проб для химического анализа допускается проводить от расплавленного металла.
(Измененная редакция, Изм. 1, 3, 5).
3.6. Для гидравлического испытания или для проверки неразрушающим методом контроля отбирают две трубы от каждых полных и неполных 2000 кг массы партии. Испытание гидравлическим давлением свыше 4,9 МПа (50 кгс/см![]() ) проводят на предприятии-изготовителе по соглашению между изготовителем и потребителем.
) проводят на предприятии-изготовителе по соглашению между изготовителем и потребителем.
По требованию потребителя гидравлическому испытанию или проверке неразрушающим методом контроля подвергают каждую трубу.
Все трубы из сварной заготовки и трубы повышенной точности подвергают неразрушающему методу контроля.
(Измененная редакция, Изм. N 1, 3, 6, 7).
3.7. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенном количестве труб, взятых от той же партии.
Результаты повторного испытания распространяются на всю партию.
3.8. Для контроля размеров труб диаметром свыше 12 мм и качества наружной поверхности допускается по согласованию изготовителя с потребителем отбирать трубы "вслепую" (методом наибольшей объективности) по ГОСТ 18321-73. Планы контроля соответствуют ГОСТ 18242-72. Количество контролируемых труб определяют по табл.4.
Таблица 4
|
шт. |
||
|
Количество труб в партии |
Количество контролируемых труб |
Браковочное число |
|
2-8 |
2 |
1 |
|
9-15 |
3 |
1 |
|
16-25 |
5 |
1 |
|
26-50 |
8 |
2 |
|
51-90 |
13 |
2 |
|
91-150 |
20 |
3 |
|
151-280 |
32 |
4 |
|
281-500 |
50 |
6 |
|
501-1200 |
80 |
8 |
|
1201-3200 |
125 |
11 |
Количество труб (![]() ) в партии вычисляют по формуле
) в партии вычисляют по формуле
![]()
где ![]() - масса труб в партии, кг;
- масса труб в партии, кг;
![]() - теоретическая масса 1 м трубы, кг;
- теоретическая масса 1 м трубы, кг;
![]() - длина трубы, м.
- длина трубы, м.
Партию считают соответствующей требованиям стандарта, если браковочное число менее приведенного в табл.4.
При разногласиях в оценке качества труб объемы выборки должны соответствовать указанным в пп.3.2 и 3.4.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждую трубу.
(Введено дополнительно, Изм. N 7).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр наружной поверхности труб производят без применения увеличительных приборов.
4.2. Осмотр внутренней поверхности труб с внутренним диаметром более 25 мм и длиной до 6 м включительно должен производиться путем просмотра на световом экране.
Для осмотра внутренней поверхности труб с внутренним диаметром 25 мм и менее, а также труб длиной свыше 6 м от каждой из отобранных труб отрезают образцы длиной 150 мм.
Образцы разрезают вдоль на две части и осматривают без применения увеличительных приборов.
4.3. Контроль диаметра и толщины стенки труб производят микрометром по ГОСТ 6507-90. Для замера толщины стенки труб с внутренним диаметром 12 мм и менее от каждой из отобранных труб отрезают образец длиной 150 мм и разрезают его вдоль на две части.
Измерение диаметра проводят на расстоянии не менее 30 мм от конца трубы в трех точках на любом участке по длине трубы, измерение толщины стенки проводят на расстоянии не менее 10 мм от конца трубы.
(Измененная редакция, Изм. N 5, 7).
4.4. Длину труб измеряют металлической линейкой по ГОСТ 427-75 или рулеткой по ГОСТ 7502-89.
Допускается производить контроль размеров труб другим инструментом, обеспечивающим необходимую точность измерения.
(Измененная редакция, Изм. N 7).
4.5. Кривизну труб проверяют следующим образом: трубу помещают на горизонтальной плоскости. К проверяемой трубе прикладывают поверочную линейку длиной 1 м по ГОСТ 8026-75 и с помощью щупов по ТУ 2-034-225-87 или металлической линейки по ГОСТ 427-75 измеряют максимальное расстояние между линейкой и трубой.
(Измененная редакция, Изм. N 5, 6).
4.6. Испытание труб на растяжение должно проводиться по ГОСТ 10006-80 на продольных образцах.
Отбор проб для испытания на растяжение производят по ГОСТ 24047-80.
(Измененная редакция, Изм. N 2).
4.7. Испытание гидравлическим давлением должно проводиться по ГОСТ 3845-75. Допускается испытывать трубы на герметичность неразрушающими методами контроля. При неразрушающем методе контроля испытание должно проводиться по методике, согласованной между потребителем и изготовителем.
4.8. Испытание на раздачу должно проводиться по ГОСТ 8694-75 с углом конусности оправки 12°.
По требованию потребителя испытание на раздачу должны проводить с углом конусности оправки 45°.
4.9. Испытание на сплющивание должно проводиться по ГОСТ 8695-75. При контроле на сплющивание трубы должны изготовляться на 20-30 мм длиннее окончательного размера. На расстоянии 20-30 мм от одного из концов трубы должен быть сделан поперечный надрез, после чего надрезанный конец сплющивают на прессе.
Трубы поставляются со сплющенными концами.
4.9а. Для испытания твердых и полутвердых медных труб на сплющивание и раздачу применяют образцы, отожженные при температуре 550-650 °С в течение 1-1,5 ч.
(Введен дополнительно, Изм. N 7)
4.10. Определение химического состава должно проводиться по ГОСТ 1652.1-77 - ГОСТ 1652.13-77, ГОСТ 13938.1-78 - ГОСТ 13938.12-78, ГОСТ 13938.13-77, ГОСТ 9717.1-82 - ГОСТ 9717.3-82.
Допускается определение химического состава иными методами, по точности не уступающими ГОСТ 1652.1-77 - ГОСТ 1652.13-77, ГОСТ 13938.1-78 - ГОСТ 13938.12-78, ГОСТ 13938.13-77, ГОСТ 9717.1-82 - ГОСТ 9717.3-82. Отбор проб для химического анализа - по ГОСТ 24231-80.
Определение наличия остаточных растягивающих напряжений проводят ртутной пробой по методике, изложенной в обязательном приложении 2.
Определение наличия остаточных растягивающих напряжений производится в случае возникновения разногласия в оценке качества.
Примечание. По требованию потребителя трубы подвергают контролю на наличие остаточных растягивающих напряжений аммиачным способом по согласованной методике, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 2, 6, 7).
4.11. Определение среднего размера зерна проводится по ГОСТ 21073.0-75 и ГОСТ 21073.1-75. Величина зерна должна быть не крупнее N 6 микроструктуры.
(Введен дополнительно, Изм. N 1).
4.12. Контроль поверхности и размеров, проводимый статистическим методом, обеспечивает качество наружной поверхности и размеров труб с вероятностью 96% (![]() =4%).
=4%).
(Введен дополнительно, Изм. N 7).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Все трубы с толщиной стенки менее 1 мм и мягкие трубы с толщиной стенки до 1,5 мм включительно упаковывают в плотные или решетчатые ящики типа I, II-1, II-2, III-1, III-2, V-1, V-2, VI-1, VI-2, VIII по ГОСТ 2991-85, типа IV-1 по ГОСТ 10198-78. Размеры ящиков по ГОСТ 21140-88 или по нормативно-технической документации. Трубы повышенной точности упаковывают в плотные ящики, трубы нормальной точности - в решетчатые ящики.
Трубы остальных размеров массой не более 40 кг должны быть в связках массой не более 80 кг каждая. Трубы связывают проволокой по ГОСТ 3282-74 не менее чем в трех местах с бумажной прокладкой в местах перевязки или шпагатом из синтетических материалов по НТД не менее чем в трех местах и не менее чем в два оборота.
Упаковка должна обеспечивать предохранение груза от повреждений при транспортировании при условии многоярусной загрузки вагона до полной вместимости (грузоподъемности).
Укрупнение грузовых мест в транспортные пакеты проводится в соответствии с требованиями ГОСТ 24597-81, ГОСТ 23238-78.
Пакетирование осуществляется на поддонах по ГОСТ 9557-87 или без поддонов с использованием брусков толщиной не менее 50 мм с обвязкой не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282-74 или лентой размером не менее 0,3х30 мм по ГОСТ 3560-73, скреплением концов проволоки - скруткой не менее 5 витков, ленты - в замок.
(Измененная редакция, Изм. N 3, 4, 6, 7 ).
5.2. На каждую неупакованную трубу и не в связке маркируют с помощью ярлыка, наклеенного на внутреннюю поверхность трубы, на котором указывают:
а) товарный знак или наименование и товарный знак предприятия-изготовителя;
б) размер труб;
в) состояние металла;
г) марку сплава;
д) номер партии;
е) обозначение настоящего стандарта.
(Измененная редакция, Изм. N 3).
5.3. В каждый ящик и контейнер должен быть вложен упаковочный лист или ярлык с указанием данных, перечисленных в п.5.2.
5.4. Транспортная маркировка грузов должна проводиться в соответствии с требованиями ГОСТ 14192-77.
(Измененная редакция, Изм. N 4).
5.5. (Исключен, Изм. N 3).
5.6. Трубы транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами, действующими на транспорте данного вида. Размещение и крепление труб, перевозимых по железной дороге, должны соответствовать правилам погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР.
Допускается при повагонной отправке транспортировать трубы без упаковки в ящики в крытых вагонах и контейнерах по ГОСТ 22225-76, ГОСТ 20435-75, ГОСТ 15102-75 или в специализированных контейнерах по НТД.
Допускается при отсутствии перегрузки в пути транспортировать трубы в пакетах массой до 1500 кг без увязки в пучки.
При транспортировании труб длиной свыше 3 м и пакетов массой до 1500 кг транспортные средства определяются в соответствии с правилами перевозок, действующими на транспорте данного вида.
(Измененная редакция, Изм. N 3, 4, 6).
5.6а. Упаковка труб в районы Крайнего Севера и труднодоступные районы должна производиться в соответствии с требованиями ГОСТ 15846-79.
(Введен дополнительно, Изм. N 4).
5.7. Трубы должны храниться в крытых помещениях, в условиях, исключающих механическое повреждение труб, попадание на них влаги и активных химических реагентов.
ПРИЛОЖЕНИЕ 1
Справочное
ОТБОР ПРОБ ДЛЯ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
Для проведения испытания на растяжение от отрезка трубы вырезают образцы вдоль направления деформации.
При наружном диаметре до 30 мм отбирают отрезки труб полного сечения.
При наружном диаметре свыше 30 мм отбирают пробы в виде полос, вырезанных из стенки трубы и невыпрямленных.
По соглашению между изготовителем и потребителем допускается производить отбор проб в виде отрезков труб полного сечения при диаметре свыше 30 мм и в виде полос при диаметре труб от 18 до 30 мм.
ПРИЛОЖЕНИЕ 2
Обязательное
1. МЕТОД КОНТРОЛЯ ЛАТУННЫХ ТРУБ ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ НА
НАЛИЧИЕ ОСТАТОЧНЫХ РАСТЯГИВАЮЩИХ НАПРЯЖЕНИЙ
Контроль латунных труб для теплообменных аппаратов на наличие остаточных растягивающих напряжений, вызывающих коррозионное растрескивание сплава, производится ускоренным методом. Испытание проводят в водном растворе азотнокислой ртути.
Метод разработан в соответствии с рекомендацией СЭВ по стандартизации РС 2798-70.
1.1.Термины и определения
1.1.1. Коррозионное растрескивание - произвольное растрескивание материала при совместном воздействии коррозионной среды и напряжения (остаточного или приложенного).
1.1.2. Остаточное напряжение - напряжение, остающееся в металле в результате неравномерной пластической деформации.
1.2. Применяемые растворы
1.2.1. Для проведения испытаний применяют водный раствор, содержащий 10 г ![]() и 10 см
и 10 см![]()
![]() (
(![]() =1,40-1,42) в 1 дм
=1,40-1,42) в 1 дм![]() раствора.
раствора.
1.2.2. Раствор можно готовить двумя различными способами.
Первый способ: 11,4 г ![]() или 10,7 г
или 10,7 г ![]() растворяют примерно в 40 см
растворяют примерно в 40 см![]() дистиллированной воды, подкисленной 10 см
дистиллированной воды, подкисленной 10 см![]()
![]() . После полного растворения кристаллов раствор доливают дистиллированной водой до 1 дм
. После полного растворения кристаллов раствор доливают дистиллированной водой до 1 дм![]() .
.
Второй способ: 76 г ртути растворяют в 114 см![]() разбавленной 1:1 азотной кислоты и доливают водой при перемешивании до 1 дм
разбавленной 1:1 азотной кислоты и доливают водой при перемешивании до 1 дм![]() . Такое растворение в присутствии избытка кислоты предотвращает осаждение основных солей ртути. Полученный раствор должен содержать 100 г азотнокислой ртути и избыток (30 см
. Такое растворение в присутствии избытка кислоты предотвращает осаждение основных солей ртути. Полученный раствор должен содержать 100 г азотнокислой ртути и избыток (30 см![]() ) азотной кислоты в 1 дм
) азотной кислоты в 1 дм![]() раствора.
раствора.
Для проведения испытаний отбирают 100 см![]() раствора, добавляют 7 см
раствора, добавляют 7 см![]() 10%-ного раствора азотной кислоты и доводят объем раствора до 1 дм
10%-ного раствора азотной кислоты и доводят объем раствора до 1 дм![]() .
.
1.3. Подготовка образцов к испытаниям
1.3.1. Длина образца должна быть 100-150 мм.
1.3.2. Образцы нельзя маркировать штамповкой; их следует маркировать таким образом, чтобы не возникали напряжения.
1.4. Проведение испытания
1.4.1. Образцы обезжиривают путем погружения в растворитель (бензин, четыреххлористый углерод и т.д.) с последующей протиркой хлопчатобумажной тканью и погружают в 15%-ный (по объему) водный раствор серной кислоты или 40%-ный раствор азотной кислоты на 30 с для удаления окисных пленок.
После травления образцы промывают в проточной воде, затем удаляют с их поверхности остатки воды и погружают полностью в раствор азотнокислой ртути (состав приведен в разд. 1.2). Испытание проводят при комнатной температуре.
Количество раствора азотнокислой ртути должно быть не менее 1,5 см![]() на 1 см
на 1 см![]() поверхности образца.
поверхности образца.
Для испытаний отбирают образцы без поверхностных дефектов.
1.4.2. Через 30 мин образец извлекают из раствора азотнокислой ртути и промывают в проточной воде. С поверхности образца удаляют избыток ртути. Образцы осматривают после испытания не ранее чем через 30 мин, если в технических условиях не указывается другое время выдержки до осмотра. Если возникает сомнение относительно наличия трещин, то ртуть с поверхности образца следует удалять нагревом в печи с поглотителями ртути или в герметичном контейнере с вакуумом и холодильником для сбора металлической ртути.
Образцы осматривают с помощью лупы при 10-18-кратном увеличении.
Отсутствие трещин на образцах после испытания свидетельствует о снятии остаточных растягивающих напряжений.
1.5. Техника безопасности
1.5.1. Металлическая ртуть и ее соединения чрезвычайно токсичны. Поэтому для проведения испытаний в растворе азотнокислой ртути оборудуется специальное помещение с хорошей приточно-вытяжной вентиляцией, с улавливанием паров ртути и соблюдением всех санитарных норм, предусмотренных справочниками по технике безопасности при работе с металлической ртутью.
1.5.2. Все работы выполняют в резиновых перчатках и халатах (с застежками и без карманов), на голову надевают косынку или шапочку. Смена спецодежды должна производиться не реже одного раза в неделю. Уносить спецодежду домой не разрешается.
1.5.3. Хранение и прием пищи необходимо производить вне этих помещений. Перед приемом пищи и уходом из помещения спецодежда должна быть снята и оставлена в помещении лаборатории, а руки тщательно вымыты с мылом и щеткой.
1.5.4. Все работающие с ртутью и ее соединениями должны проходить медицинский осмотр не реже двух раз в год.
ПРИЛОЖЕНИЕ 3
Справочное
Значения предела текучести и твердости по Виккерсу
|
Марка сплава |
Состояние материала |
Условный предел текучести |
Твердость по Виккерсу |
|
Л70, Л68 |
Полутвердое |
130 |
80-130 |
|
ЛО70-1 |
Полутвердое |
150 |
80-125 |
|
|
Мягкое |
100 |
- |
|
ЛА77-2 |
Полутвердое |
150 |
80-130 |
|
|
Мягкое |
120 |
- |
Приложение 3. (Введено дополнительно, Изм. N 3).
















